Ações de correção para situações de atenção#
Abaixo, apresentamos um exemplo ilustrativo abordando a situação 1 (pontos fora dos limites de controle), incluindo explicações, ferramentas de análise como Diagrama de Causa e Efeito, e a aplicação das técnicas de CEP e PMBOK para o gerenciamento e resolução do problema.
Situação 1: Pontos Fora do Limite de Controle#
Contexto:#
Imagine que estamos monitorando a resistência do concreto em uma obra da construção civil. A resistência ideal do concreto é definida como 30 MPa, e o desvio padrão esperado é 2 MPa. Durante os testes diários, alguns pontos de medição começam a exceder os limites superiores ou inferiores de controle, indicando um possível problema no processo de produção do concreto.
Exemplo de Código - Situação 1: Este código cria um gráfico que mostra a resistência do concreto em 30 amostras, com alguns pontos fora dos limites de controle definidos.
import numpy as np
import matplotlib.pyplot as plt
import pandas as pd
# =========================
# PARÂMETROS
# =========================
np.random.seed(42) # Garante reprodutibilidade
n_amostras = 30
media = 30
desvio_padrao = 2
LC_superior = media + 3 * desvio_padrao
LC_inferior = media - 3 * desvio_padrao
# =========================
# DADOS SOB CONTROLE
# =========================
dados = np.random.normal(media, desvio_padrao, n_amostras)
# =========================
# CAUSAS ESPECIAIS ALEATÓRIAS
# =========================
prob_fora = 0.1
n_fora = max(1, int(prob_fora * n_amostras))
indices_fora = np.random.choice(n_amostras, size=n_fora, replace=False)
for i in indices_fora:
if np.random.rand() > 0.5:
dados[i] = np.random.normal(LC_superior + 2, 1)
else:
dados[i] = np.random.normal(LC_inferior - 2, 1)
# =========================
# DATAFRAME
# =========================
df = pd.DataFrame({
'Dia': range(1, n_amostras + 1),
'Resistencia': dados
})
# =========================
# DETECÇÃO DE FORA DE CONTROLE
# =========================
fora_controle = (df['Resistencia'] > LC_superior) | (df['Resistencia'] < LC_inferior)
# =========================
# GRÁFICO
# =========================
plt.figure(figsize=(10, 6))
# Linha do processo (pontos normais)
plt.plot(df['Dia'], df['Resistencia'], marker='o', label='Processo')
# Linhas de controle
plt.axhline(media, linestyle='--', label=f'Média ({media})')
plt.axhline(LC_superior, linestyle='--', label='LSC')
plt.axhline(LC_inferior, linestyle='--', label='LIC')
# =========================
# DESTAQUE: FORA DE CONTROLE (VERMELHO COM "X")
# =========================
plt.scatter(
df['Dia'][fora_controle], # Eixo X (dias fora de controle)
df['Resistencia'][fora_controle], # Eixo Y (valores fora de controle)
color='red', # Cor vermelha
marker='x', # Marcador em forma de X
s=100, # Tamanho maior para destaque
linewidths=2, # Espessura do "X"
zorder=5, # Fica na frente dos outros pontos
label='Fora de Controle'
)
# =========================
# FINALIZAÇÃO
# =========================
plt.title('CEP - Resistência do Concreto')
plt.xlabel('Dia')
plt.ylabel('MPa')
plt.legend()
plt.grid(True)
plt.show()
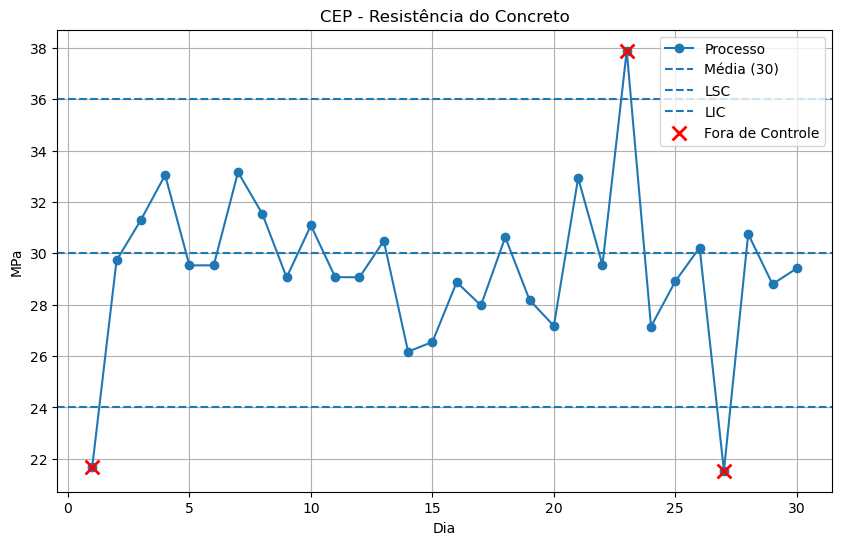
Gráfico Gerado:
O gráfico mostra a evolução da resistência do concreto ao longo de 30 dias. Os limites de controle são definidos pela média ± 3 desvios padrão (±3σ).
Os pontos destacados em vermelho, com marcador “X”, representam observações fora de controle.
Esses pontos estão associados a causas especiais simuladas no processo, sendo gerados de forma aleatória, tanto em posição (dia) quanto em magnitude (valor).
Valores acima do limite superior indicam possíveis desvios como excesso de dosagem, enquanto valores abaixo do limite inferior podem indicar falhas no processo, como problemas de mistura ou cura.
O que o Gerente de Projeto Deve Fazer?#
Análise de Dados
O gerente deve analisar a distribuição dos dados e verificar se a variabilidade observada é compatível com o comportamento esperado do processo.
Os pontos destacados fora dos limites de controle (±3σ) devem ser avaliados como possíveis indícios de causas especiais, e não apenas variação natural.
Limites de Controle: São definidos pela média do processo ± 3 desvios padrão. Pontos que ultrapassam esses limites indicam que o processo pode estar fora de controle estatístico, exigindo investigação.
Causas Possíveis
Causas relacionadas ao processo:
Controle inadequado da mistura (proporção de materiais, água/cimento).
Problemas no processo de cura do concreto.
Variação na qualidade dos insumos (cimento, agregados, água).
Causas relacionadas à medição:
Falha ou descalibração dos equipamentos de ensaio.
Procedimento de ensaio inadequado.
Causas humanas:
Erro operacional na dosagem ou execução.
Falhas no registro ou interpretação dos dados.
Análise Estruturada das Causas
A partir do gráfico de CEP apresentado anteriormente, os pontos fora de controle (destacados em vermelho com marcador “X”) indicam a presença de causas especiais no processo de produção do concreto.
Como essas ocorrências são simuladas de forma aleatória, o objetivo não é identificar um evento específico, mas sim estruturar a análise das possíveis origens dessas variações.
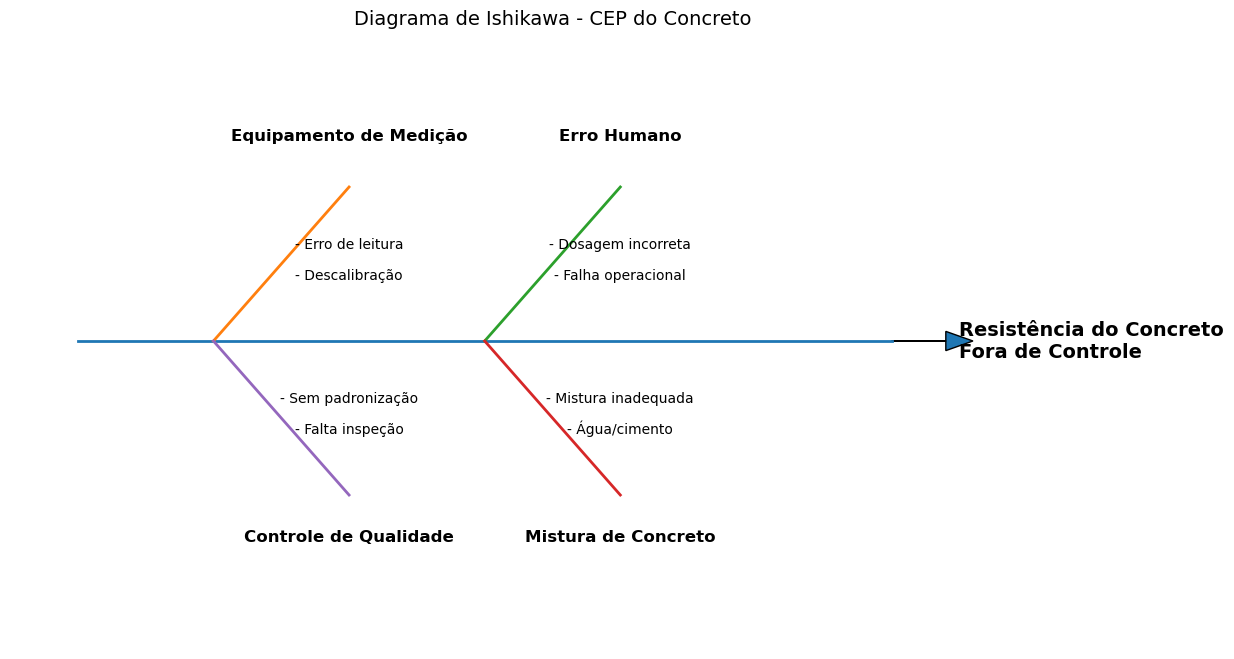
O Diagrama de Causa e Efeito (Ishikawa) permite organizar essas causas em categorias principais, facilitando a investigação.
Interpretação do Diagrama no Contexto do Gráfico:
Erro Humano
Dosagem incorreta dos materiais.
Falhas operacionais durante mistura ou moldagem.
Registro incorreto dos resultados.
Equipamento de Medição
Prensa de ensaio descalibrada.
Procedimentos inconsistentes de ensaio.
Falhas na leitura dos resultados.
Mistura de Concreto
Relação água/cimento inadequada.
Variação nos agregados.
Tempo de mistura insuficiente.
Controle de Qualidade
Falta de padronização dos procedimentos.
Ausência de inspeções sistemáticas.
Não rastreabilidade dos lotes.
O efeito analisado, representado na extremidade direita do diagrama, é a variação da resistência do concreto, incluindo valores fora dos limites de controle observados no gráfico.
Integração CEP + Ishikawa
O gráfico de controle responde à pergunta:
→ “O processo está sob controle?”O diagrama de Ishikawa responde à pergunta:
→ “Por que o processo saiu de controle?”Dessa forma, o gerente de projeto deve:
Utilizar o CEP para detecção de anomalias.
Utilizar o Ishikawa para investigação das causas.
Priorizar ações corretivas com base nas causas mais prováveis.
Ação Gerencial Esperada
Investigar imediatamente os pontos fora de controle identificados.
Verificar histórico de produção nos dias correspondentes.
Auditar procedimentos de mistura, cura e ensaio.
Implementar ações corretivas e monitorar o processo com novos ciclos de CEP.
O objetivo final é retornar o processo a um estado de controle estatístico, reduzindo a ocorrência de causas especiais.
import matplotlib.pyplot as plt
def plot_ishikawa_optimized():
fig, ax = plt.subplots(figsize=(14, 8))
# =========================
# LINHA CENTRAL
# =========================
ax.plot([-12, 0], [0, 0], lw=2)
ax.arrow(0, 0, 0.8, 0, head_width=0.25, head_length=0.4)
# =========================
# POSIÇÕES MELHOR DISTRIBUÍDAS
# =========================
causas = [
{"nome": "Equipamento de Medição", "x": -10, "dy": 2},
{"nome": "Erro Humano", "x": -6, "dy": 2},
{"nome": "Mistura de Concreto", "x": -6, "dy": -2},
{"nome": "Controle de Qualidade", "x": -10, "dy": -2},
]
# =========================
# DESENHO DAS ESPINHAS
# =========================
for c in causas:
x0, y0 = c["x"], 0
x1, y1 = x0 + 2, c["dy"]
ax.plot([x0, x1], [y0, y1], lw=2)
# =========================
# TÍTULO DA CAUSA (AFSTADO DA LINHA)
# =========================
offset = 0.6 if y1 > 0 else -0.6
ax.text(
x1,
y1 + offset,
c["nome"],
fontsize=12,
ha='center',
weight='bold'
)
# =========================
# SUBCAUSAS (SEM SOBREPOSIÇÃO)
# =========================
if c["nome"] == "Erro Humano":
subs = ["Dosagem incorreta", "Falha operacional"]
elif c["nome"] == "Equipamento de Medição":
subs = ["Erro de leitura", "Descalibração"]
elif c["nome"] == "Mistura de Concreto":
subs = ["Água/cimento", "Mistura inadequada"]
else:
subs = ["Falta inspeção", "Sem padronização"]
# Posicionamento fixo vertical (mais limpo que proporcional)
for i, s in enumerate(subs):
desloc = 0.8 + i * 0.4
ys = y1 - desloc if y1 > 0 else y1 + desloc
ax.text(
x1,
ys,
f"- {s}",
fontsize=10,
ha='center'
)
# =========================
# EFEITO FINAL
# =========================
ax.text(
1,
0,
"Resistência do Concreto\nFora de Controle",
fontsize=14,
va='center',
ha='left',
weight='bold'
)
# =========================
# AJUSTES VISUAIS
# =========================
ax.set_xlim([-13, 3])
ax.set_ylim([-4, 4])
ax.axis('off')
plt.title("Diagrama de Ishikawa - CEP do Concreto", fontsize=14)
plt.show()
plot_ishikawa_optimized()
Ações Corretivas e Preventivas#
O gerente de projeto, ao identificar as causas da falha, deve aplicar as seguintes ações de correção e prevenção:
Correção Imediata:
Verificar os pontos de controle de qualidade e equipamentos de medição. Garantir que as medições de resistência sejam precisas.
Se necessário, ajustar a mistura de concreto para garantir que a resistência esteja dentro dos limites esperados.
Ações Preventivas:
Treinamento contínuo para a equipe sobre as práticas de controle de qualidade.
Auditorias periódicas nos processos de produção e medição para garantir que o processo esteja sempre sob controle.
Melhoria contínua no processo, utilizando dados de monitoramento para ajustar e otimizar os parâmetros de produção.
Após a análise com o Diagrama de Causa e Efeito (Ishikawa), é possível aprofundar a investigação utilizando outras técnicas clássicas de controle de qualidade, como a Análise de Pareto e formulários estruturados de análise de causa.
Técnicas de Controle de Qualidade#
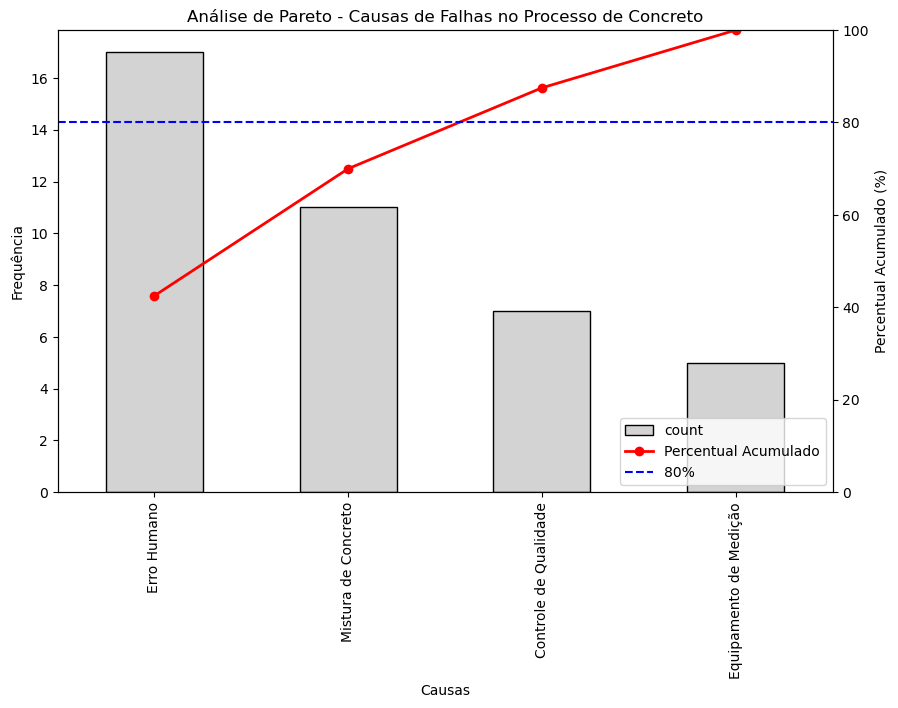
1. Análise de Pareto#
A Análise de Pareto baseia-se no princípio 80/20, segundo o qual uma pequena parcela das causas é responsável pela maior parte dos problemas. No contexto do gráfico de CEP apresentado, os pontos fora de controle representam ocorrências associadas a causas especiais, que podem ser classificadas conforme as categorias identificadas no diagrama de Ishikawa (erro humano, equipamento, mistura e controle de qualidade).
O objetivo da análise é identificar quais categorias contribuem mais frequentemente para as anomalias observadas no processo.
Como aplicar no contexto do exemplo:
Classificar cada ocorrência fora de controle em uma categoria de causa (com base no Ishikawa).
Contabilizar a frequência de cada tipo de causa.
Ordenar as causas da mais frequente para a menos frequente.
Calcular o percentual acumulado para identificar as causas prioritárias.
Dessa forma, o gerente de projeto pode concentrar esforços nas causas com maior impacto, otimizando ações corretivas e preventivas.
import numpy as np
import pandas as pd
import matplotlib.pyplot as plt
np.random.seed(42)
# =========================
# DADOS SIMULADOS
# =========================
causas = [
"Erro Humano",
"Equipamento de Medição",
"Mistura de Concreto",
"Controle de Qualidade"
]
n_ocorrencias = 40
dados_causas = np.random.choice(
causas,
size=n_ocorrencias,
p=[0.35, 0.15, 0.30, 0.20]
)
df = pd.DataFrame({'Causa': dados_causas})
frequencia = df['Causa'].value_counts().sort_values(ascending=False)
percentual = frequencia / frequencia.sum() * 100
percentual_acumulado = percentual.cumsum()
# =========================
# GRÁFICO DE PARETO
# =========================
fig, ax1 = plt.subplots(figsize=(10, 6))
# Barras (cor neutra)
frequencia.plot(
kind='bar',
ax=ax1,
color='lightgray', # cor distinta da linha
edgecolor='black' # contorno para melhor leitura
)
ax1.set_ylabel('Frequência')
ax1.set_xlabel('Causas')
# Linha acumulada (cor contrastante)
ax2 = ax1.twinx()
ax2.plot(
percentual_acumulado.values,
marker='o',
linewidth=2,
color='red', # cor forte para destaque
label='Percentual Acumulado'
)
ax2.set_ylabel('Percentual Acumulado (%)')
ax2.set_ylim(0, 100)
# Linha de referência 80%
ax2.axhline(
80,
linestyle='--',
color='blue', # terceira cor (referência)
linewidth=1.5,
label='80%'
)
# Legenda combinada
lines_1, labels_1 = ax1.get_legend_handles_labels()
lines_2, labels_2 = ax2.get_legend_handles_labels()
ax2.legend(lines_1 + lines_2, labels_1 + labels_2, loc='lower right')
plt.title('Análise de Pareto - Causas de Falhas no Processo de Concreto')
plt.show()
2. Formulários de Análise de Causa (FMEA - Failure Mode and Effect Analysis)#
O FMEA (Análise de Modos de Falha e Efeitos) é uma técnica estruturada de análise de risco utilizada para identificar possíveis modos de falha, suas causas e os impactos no produto ou processo. No contexto do controle de qualidade do concreto, o FMEA complementa o CEP e o Ishikawa ao permitir priorizar riscos antes que ocorram falhas reais.
Aplicação no contexto do exemplo:
Os pontos fora de controle identificados no gráfico de CEP indicam possíveis falhas.
O FMEA permite antecipar essas falhas, classificando-as por criticidade.
As causas utilizadas podem ser diretamente derivadas do Diagrama de Ishikawa.
Exemplo de FMEA para o processo de concreto:
Modo de Falha |
Causa Potencial |
Efeito |
Severidade (S) |
Ocorrência (O) |
Detecção (D) |
RPN (S×O×D) |
|---|---|---|---|---|---|---|
Resistência abaixo do esperado |
Proporção incorreta de materiais |
Estrutura comprometida |
9 |
7 |
4 |
252 |
Resistência acima do esperado |
Mistura desbalanceada |
Fissuração / comportamento rígido |
8 |
5 |
5 |
200 |
Medição incorreta |
Equipamento descalibrado |
Decisões baseadas em dados inválidos |
7 |
4 |
6 |
168 |
Cálculo do RPN (Risk Priority Number):
O RPN = Severidade × Ocorrência × Detecção
Intervalo: 1 a 1000
Quanto maior o RPN, maior a prioridade de ação
Interpretação:
O modo de falha com maior RPN deve ser tratado primeiro
Permite priorizar ações corretivas de forma objetiva
Deve ser revisado continuamente conforme novos dados do CEP
3. Outras Técnicas de Controle de Processo (SPC)#
O Statistical Process Control (SPC) é uma abordagem abrangente que utiliza métodos estatísticos para monitorar e controlar processos. O gráfico de controle apresentado anteriormente é uma das principais ferramentas do SPC.
No caso do concreto, o SPC permite:
Monitorar a resistência ao longo do tempo
Detectar causas especiais (fora de controle)
Manter o processo estável e previsível
Índice de Capacidade do Processo (CPK)#
O CPK mede a capacidade do processo em atender aos limites de especificação definidos pelo cliente.
Fórmula:
[ CPK = \min \left( \frac{USL - \mu}{3\sigma}, \frac{\mu - LSL}{3\sigma} \right) ]
Onde:
USL = Limite Superior de Especificação
LSL = Limite Inferior de Especificação
μ = média do processo
σ = desvio padrão
Interpretação:
CPK < 1,0 → Processo incapaz
CPK ≈ 1,0 → Processo marginal
CPK ≥ 1,33 → Processo capaz
CPK ≥ 1,67 → Processo altamente capaz
Observação importante:
O CPK só é válido quando o processo está estatisticamente sob controle (verificado pelo CEP).
Caso existam muitos pontos fora de controle (como no exemplo com causas especiais), o cálculo do CPK pode não ser confiável.
Integração das Técnicas#
CEP → Detecta quando o processo sai de controle
Ishikawa → Estrutura possíveis causas
Pareto → Prioriza as causas mais frequentes
FMEA → Prioriza os riscos mais críticos
CPK → Avalia a capacidade do processo
Essas ferramentas devem ser utilizadas de forma integrada para garantir qualidade e estabilidade no processo de produção do concreto.
CPK - Exemplo
# Parâmetros do processo (já estabilizado via CEP)
media = 30
desvio_padrao = 2
# Limites de especificação (engenharia)
LSL = 25
USL = 40
# Cálculo do CPK
cpk = min(
(USL - media) / (3 * desvio_padrao),
(media - LSL) / (3 * desvio_padrao)
)
print("CPK:", round(cpk, 3))
CPK: 0.833
Interpretação do CPK no Exemplo
No cálculo apresentado, foram utilizados limites de especificação (LSL e USL), que representam os requisitos definidos pelo projeto ou pelo cliente — e não os limites de controle do CEP.
LSL (25 MPa): resistência mínima aceitável
USL (40 MPa): resistência máxima tolerada
O CPK avalia o quanto o processo está centrado e ajustado dentro desses limites. Ele considera o pior caso (lado mais crítico):
[ CPK = \min \left( \frac{USL - \mu}{3\sigma}, \frac{\mu - LSL}{3\sigma} \right) ]
No exemplo:
Distância até o limite superior: ( (40 - 30) / 6 = 1{,}67 )
Distância até o limite inferior: ( (30 - 25) / 6 = 0{,}83 )
Assim:
[ CPK = 0{,}83 ]
Interpretação:
O processo está mais próximo do limite inferior (LSL)
Existe maior risco de produzir concreto com resistência abaixo do mínimo exigido
Portanto, o processo é considerado não capaz (CPK < 1,33), mesmo estando estável
Conclusão:
O problema não está apenas na variabilidade, mas no deslocamento da média em direção ao limite inferior, sendo necessário ajustar o processo (centralizar ou reduzir variabilidade).
Ações de Correção e Melhoria#
Com base nas análises realizadas (CEP, Ishikawa, Pareto e FMEA), o gerente de projeto deve adotar uma abordagem estruturada para correção e melhoria do processo:
Identificação das Causas Prioritárias
Utilizar a Análise de Pareto para determinar quais categorias de causa (ex.: mistura de concreto, erro humano) concentram a maior parte das ocorrências fora de controle.
Priorizar intervenções nas causas com maior impacto quantitativo no processo.
Investigação e Tratamento de Causas Especiais
A partir do CEP, analisar especificamente os pontos fora de controle identificados.
Utilizar o Diagrama de Ishikawa para estruturar a investigação e evitar análises superficiais.
Confirmar as causas com evidências operacionais (registros de produção, ensaios, condições de execução).
Implementação de Ações Corretivas
Corrigir diretamente as causas identificadas:
Ajuste da dosagem e controle da relação água/cimento.
Padronização do processo de mistura e cura.
Calibração de equipamentos de ensaio.
Treinamento operacional da equipe.
Garantir que as ações sejam documentadas e rastreáveis.
Prevenção e Gestão de Riscos
Aplicar o FMEA para antecipar falhas potenciais antes que ocorram.
Priorizar ações com base no RPN (Risk Priority Number).
Implementar controles preventivos (checklists, planos de inspeção, validação de insumos).
Monitoramento Contínuo do Processo
Utilizar CEP (SPC) para acompanhar a estabilidade do processo ao longo do tempo.
Atualizar continuamente os gráficos de controle e verificar a ausência de causas especiais.
Somente após a estabilização, avaliar a capacidade do processo (CPK).
Avaliação da Capacidade do Processo
Calcular o CPK apenas quando o processo estiver sob controle estatístico.
Verificar se o processo atende aos limites de especificação do cliente.
Caso o CPK seja insuficiente, promover melhorias estruturais no processo (não apenas correções pontuais).
Conclusão#
A integração das ferramentas de qualidade permite uma abordagem completa para gestão do processo:
CEP → Detecta desvios e instabilidade
Ishikawa → Estrutura a análise de causas
Pareto → Prioriza esforços
FMEA → Antecipação e gestão de riscos
CPK → Avalia a capacidade do processo
Ao aplicar essas técnicas de forma integrada, o gerente de projeto consegue não apenas corrigir falhas pontuais, mas também aumentar a robustez, previsibilidade e capacidade do processo, assegurando que a resistência do concreto atenda consistentemente aos requisitos de projeto e às condições de segurança exigidas.